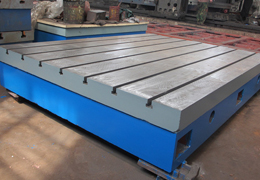
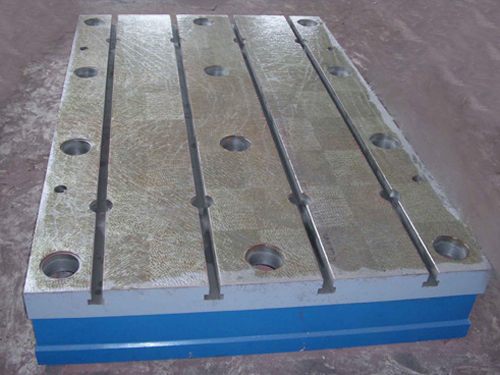
T型槽平台消失模铸造缺陷的产生原理和解决方法
T型槽平台消失模铸造缺陷的产生原理和解决方法,看废品,查原因,找出解决问题的方法,然后,规范工艺纪律,。就消失模铸造常见的:碳缺陷、冷隔、皱皮、表面多肉、进渣、进砂、塌箱、粘砂、压痕、鼠咬痕等缺陷总结出产生的原因并提出解决方案。
1 碳缺陷产生的原理和解决方法
碳缺陷是消失模铸造特有的一种缺陷,表现为塑料泡沫熔化产物残留在铸件上,占据了铁液位置,造成碳缺陷。
A. 工艺设计不够:片面控制粘砂,负压设计太低,如:灰铁铸件用-0.03Mpa,薄壁件勉强交货,厚大件因为气化物多,负压抽不及产生碳缺陷。
解决方法:修改工艺,提高箱内真空度。
B. 设备缺陷
(1)砂箱漏气:砂箱在负压作用下有丝丝漏气声,虽然主管道负压表真空度很高,但砂箱内负压不够,抽不及泡沫气化物,形成碳缺陷。
解决方法:焊补砂箱。
(2)砂箱纱网堵塞使负压抽不走气泡沫气化物,致使箱内负压低,形成碳缺陷。
解决方法: 换砂箱纱网。
(3)砂箱负压管道设计时截面积小,抽气流量不够, 虽然主管道负压表真空度很高,但砂箱内负压不够,抽不及泡沫气化物而形成碳缺陷。
解决方法:加大抽气管道截面积a.加粗管道b.增加负压抽气管道。
C. 浇注过程引起负压不够
(1)浇口杯底部塑料薄膜在铁液浇注时被烫破,使箱内负压降低。形成碳缺陷。
解决方法: 浇口杯底部用泥条隔离塑料薄膜,避免烫破塑料薄膜。
(2)浇注时浇包没有对准浇口杯,使铁液洒到浇口杯外,因散砂厚度不够,铁液烫破塑料薄膜,使箱内负压降低,形成碳缺陷。
解决方法:增加散砂厚度,铁液对准浇口杯浇注。
(3)浇注速度慢或断流时,大量空气进入型腔,使塑料泡沫液化物氧化,产生大量气体,负压抽出流量赶不上塑料泡沫气体产生的量,使多余气化物占据了铁液位置,形成碳缺陷。
解决方法:浇注时,铁液应始终充满浇口杯。(或直浇道)
2 冷隔缺陷的产生原理和解决方法
冷隔,就是铁液温度低造成的,导致铸件打压漏气,表面质量差。造成铁液温度低有以下三个方面。
A. 铁液温度没浇注前温度已经低了
铸件表现为:铸件大面积冷隔。
解决方法:提高浇注温度。
B. 浇注操作不合理,导致铁液在铸件上降温太快
(1)浇注流速慢:刚开始浇注时流进的铁液,要熔化浇道部分,损失大量的热量!这股凉铁液流到铸件任何部位都是冷隔。
解决方法:在不反喷的情况下,加快浇注速度。
(2)浇注时断流:铁液断流后,先浇注铁液降温,后浇注铁液如果不能和原铁液熔融,就会出现冷隔
解决方法:避免断流。
(3)反喷引起:由于黄模没有烘干或白模密度太大或涂料透气性差,浇注时出现反喷,影响浇注工正常浇注,致使铁液流速小或断流,出现铸件冷隔。
解决方法:增加黄模烘干时间;降低白模密度;增加涂料透气性。
3 皱皮缺陷的产生原理和解决方法
皱皮的产生是两股及多股铁液对接熔融不良造成(又叫对火),严重时有空洞出现。 铸件打压漏气。
A. 浇注速度过快,铁液飞溅卷起泡沫塑料,形成碳渣影响铁液熔融。
解决方法:控制浇注速度。适当阻流。增大负压解决皱皮缺陷不合适。
B. 铁液温度低, 两股铁液对接熔融不良,
解决方法:增加浇注温度
皱皮和冷隔的共同处:是温度低时缺陷一样,区别是:温度高时冷隔没了但皱皮存在。