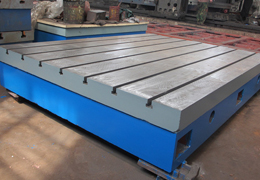
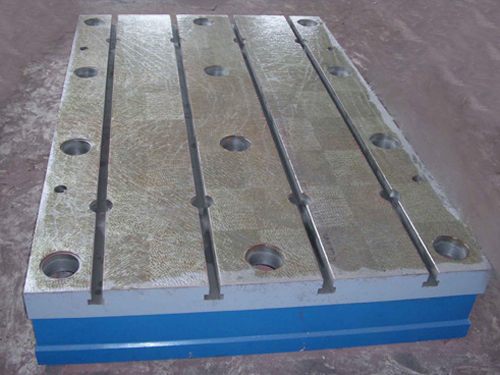
铸铁T型槽平台铸件常见的几种缺陷
铸铁T型槽平台铁件由于造型制芯时造成的主要缺陷及其原因分析与防止方法
(1)气孔
特征及发现方法:
局部气孔:铸件的局部地方,出现的孔穴表面较干净光滑的单个气孔或蜂窝状气孔
用外观检查,机械加工或磁力探伤可以发现。
原因分析:
1.浇注系统设置不合理,使排气不或产生涡流,卷入气体
2.砂型紧实度过高,降低了透气性
3.砂芯排气不良,或通气道堵塞
防止方法:
1.浇注系统的设置应考虑型腔内排气及平稳流入铸型
2.砂型紧实度要求均匀,不宜过紧
3.砂芯排气要求。合箱时,注意封死芯头间隙,以免铁液钻人,堵塞通气道
4.在铸件的 高处,可设置出气孔或出气片等
5.起模和修型时,不宜刷水过多
6.对于大平面铸件,可采用倾斜浇注,出气孔处稍高,以利排气
7.芯撑和冷铁 千净,无锈
(2)砂眼
特征及发现方法:
铸件的孔穴内含有砂粒
用外现检查,机械加工或磁力探伤可以发现
原因分析:
1.浇注系统位置不合适,如直对砂芯,或浇口太小,铁液冲刷力大。破坏局部砂型
2.由于模型结构设计不够好,发生粘模,而砂型又未修理好,或对铸件拐弯处未捣圆角
3.湿型在浇注前的停留时间过长,使干澡部分或凸出部位脱落
4.造型和合箱时的落砂,未清砂干净
防止方法:
1.浇注系统位置和大小合适
2.合理选择起模斜度和圆角,手工造型时,可压出圆角。成批生产中,模样应涂刷分型剂,以免粘模,并往意修理好损坏部位。
3.缩短湿型在浇注前的停留时间
4.合理选用芯头和芯座之间的间隙,以免合箱时压碎
5.合箱前, 将型内落砂清扫干净,仔细合箱,并及时盖住浇冒口,以免重新掉入砂粒
(3)夹砂
特征及发现方法:
在铸件表面上,一层铁和铸件之间夹有一层型砂
用外观检查或机械加工可以发现
原因分析:
铁液进人砂型后。使型面层的水分向内迁移,在离型面3~5mrn处形成高水分带。该处强度降低,易引起铁液潜入,或由于硅砂粒高温膨胀的应力使表面层鼓起,铁液钻入,形成夹砂。
1.砂型紧实度或紧实不均匀
2.浇注位置不当;对于水平浇注的大平面铸件,有时由于铁液断续覆盖大平面的某处而产生夹砂
防止方法:
1.砂型紧实度不宜过紧,要求均匀,并加强透气
2.手工造型时,局部薄弱处,可插钉子加强
3.尽量使大平面朝下或置于侧面,减少铁液对上平面的烘烤面积和烘烤时间
4.对大平面铸件,浇注系统可分散布置,并适当加大内浇口截面,缩短浇注时间或倾斜浇
(4)粘砂
特征及发现方法:
铸件表面铁液与砂粘在一起,形成粗糙的表面,用外观检查可以发现
原因分析:
1.砂型紧实度不均匀或太小
2.涂料刷得太薄
防止方法:
1.适当提高砂型紧实度,减小砂粒间隙(透气性要求),并捣实均匀
2.选用适当的涂料(多为石墨粉水涂料〕,并刷以 的厚度,既能提高耐火性,又可以防止铁液钻入砂粒
(5)热裂
特征及发现方法:
裂纹处,带有暗色或几乎是黑色的氧化表面
用外观检查,透光法,磁力探伤,打压试验,煤油渗透等方法发现
原因分析:
1.砂芯和砂型的退让性差,铸件收缩受到阻碍
2.芯骨吃砂量太小或砂箱箱带离铸件太近,阻碍铸件收缩
3.内浇道设置过分集中,局部过热,增加应力
4.铸件的飞边过大,飞边处的裂纹,延伸到铸件上
防止方法:
1 .砂型紧实度要求适宜,并在型砂中可加入适量的锯末
2.改用较小的芯骨,使吃砂量适宜,并选用合理的砂箱
3.内浇道布置应适当分散
4.在铸件厚、薄交界处,可增设收缩肋
5.正确选择分型面位置,并使合箱时,尽量密合
(6)变形
特征及发现方法:
长的或扁平类铸件在靠近壁厚的一方凹入,成弯曲形
用外观检查,划线等方法发现
原因分析:
由于铸件壁厚不均匀,冷却有先后,从而产生热应力,当其值大于该材质的屈服 时,则产生变形和弯曲
防止方法:
1.厚壁处设置冷铁或内浇口开在薄壁处,创造同时凝固条件
2.模样上留出预变形曲率或增设加强肋
3.铸件结构
(7)缩孔
特征及发现方法:
在铸件热节处产生形状不规则,表面粗糙的集中孔洞
用外观检查,机械加工或磁力探伤可以发现
原因分析:
1.铸件补缩不足
2.冷铁设置不当
3.内浇口位置不当
4.砂型紧实度不够,胀型后产生
防止方法:
1.适当加大冒口尺寸
2.在厚壁处,设置冷铁,创造同时凝固条件或与冒口配合使用时,创造顺序凝固条件
3.正确选择浇注位置和浇注系统,以造成同时凝固或顺序凝固
4 .要求砂型紧实度合适