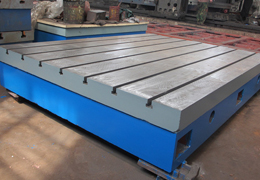
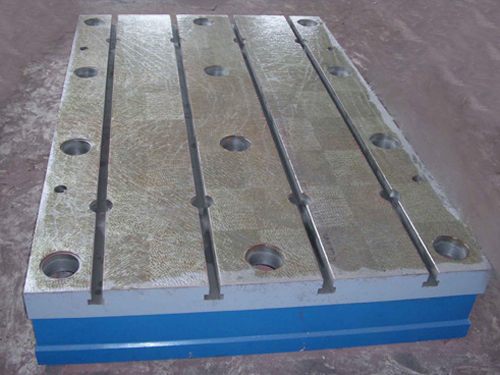
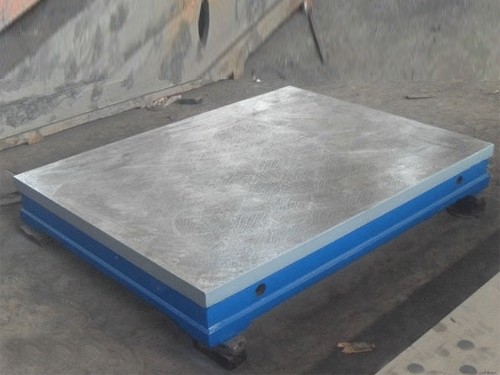
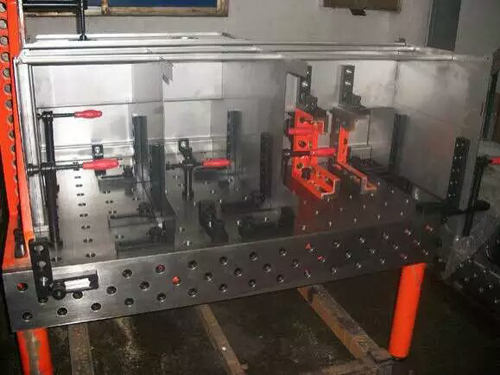
铸铁三维柔性焊接平台机械加工后的毛刺怎么处理
铸铁三维柔性焊接平台在机械加工后的毛刺很烦人,不怕!这里有方案金属切削过程常常伴随着毛刺的生成。毛刺的存在不仅降低了工件的加工精度和表面质量,影响到产品的使用性能,有时甚至会引发事故。对于产生的毛刺问题,人们通常用去毛刺工序来解决。去毛刺是一个非生产性过程,它不仅增加产品成本,延长产品生产周期,而且毛刺去除不当还会导致整个产品报废,造成经济损失。
首先对影响端铣毛刺形成的主要因素进行系统地分析,并从结构设计到制造加工全过程出发,探讨了减小和控制铣削毛刺的方法和技术。
一、端铣加工中毛刺的主要形式
按照切削运动——刀具切削刃毛刺分类体系,端铣过程中产生的毛刺主要有主刃两侧方向毛刺、侧边切出切削方向毛刺、底边切出切削方向毛刺及切入和切出进给方向毛刺五种形式。
二、影响端铣毛刺形成的主要因素
毛刺的形成是一个非常复杂的材料变形过程。工件材料特性、几何形状、表面处理、刀具几何形状、刀具切削轨迹、刀具磨损、切削参数及冷却液的使用等多种因素都直接影响毛刺的形成。
三、控制铣削毛刺形成的基本途径
端铣毛刺的形成受多种因素的影响,它不仅与具体的铣削过程有关,而且与工件结构,刀具几何形状等因素有关。要减小端铣毛刺,要从多方面出发控制和减小毛刺的生成。
1、合理的结构设计
毛刺的形成在很大程度上受工件结构的影响,工件结构不同,加工后棱边处的毛刺形状和尺寸也有很大的差别。如果工件材料和表面处理是事先定好的,那么工件几何形态和棱边则是决定毛刺形成的一个重要因素。
2、适当的加工顺序
加工顺序对端铣毛刺的形状、大小也有的影响。毛刺形状和尺寸不同,去毛刺的工作量和相关费用也不相同,因此,选取适当的加工顺序是减少去毛刺费用的一种途径。
3、避免刀具退出
避免刀具退出是避免毛刺形成的方法,因为刀具退出是切出方向毛刺形成的主要因素。通常情况下,铣刀旋出工件所产生的毛刺较大,旋入工件时产生的毛刺较小。因此,在加工过程中应尽量避免铣刀旋出。
4、选取适当的走刀路线
由前面的分析可知:当平面切出角小于值时,所产生的毛刺尺寸较小。平面切出角可以通过改变铣削宽度、进给速度(大小和方向)和旋转速度(大小和方向)来改变。