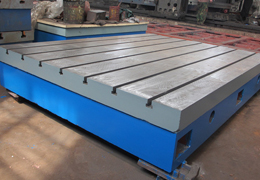
铸铁平台铸件浇不足和冷隔缺陷
在铸造中铁水浇不足和冷隔是铸造中相当普遍的缺陷,在很多情况下,这两类缺陷在报废铸件中占比例很高。浇不足是指金属液未能充满铸型型腔而形成不完整的铸件,这类缺陷的特点是铸件壁上具有光滑圆边的穿孔,或者铸件的一个或多个末端未充满金属液;冷隔是指在两股金属汇聚处,因其未能熔合而存在明显的不连续性缺陷的铸件,这类缺陷的外观,常呈现为带有光滑圆边的裂纹或皱纹。这两类缺陷的特点:一是在铸件检验中比较容易发现;二是除了清理工序外,其产生原因几乎存在于铸造的每一道工序中。下面谈谈铸件浇不足和冷隔的产生原因及其防止措施。
1.铸件和模样设计(1)因铸件截面厚薄不均造成金属流间断,在某些铸件设计中,薄截面位于金属液难以达到的部位,很难恰当地设置浇注系统。在可能的情况下,应对这类设计进行修改,当无法更改设计时,则需采用相当复杂的浇注系统,以避免产生这类缺陷。(2)铸件截面相对过薄,这种设计没能考虑到金属流动和凝固的规律。如果设计者不能加厚这一截面的话,惟一的补救办法是提高金属的浇注温度,或者修改金属的化学成分,以其流动性。还有一个较好的弥补办法是采用不会产生急冷的铸型(型芯),但这会使生产成本增加,因此在可能的情况下应更改设计。
2. 模样(1)模样或芯盒磨损造成铸件截面过薄,型砂是磨损力相当强的材料,会造成模样磨损,进而造成铸件截面减薄,导致产生浇不足和冷隔缺陷。的预防措施是建立正规的检查制度,把有缺陷的模样检查出来。(2)模样强度差! 在造型或制芯的压力下,模样由于强度不够而产生变形,这样的模样和芯盒会造成铸型和型芯变形。这样既会造成金属液未能按预期设想流动,又会形成铸件截面过薄。改正的方法是加固模样。(3)模样或芯盒定位不准,其产生原因是定位销和销套已经磨损,定位销数量过少或定位销尺寸过小都容易产生磨损。在上下模底板上按中心线安装分成两半的模样时,也会出现错位的缺陷。如果不试浇样品铸件,则很难证实分装在上、下模底板上的两半模样是否对准。防止产生这类缺陷的措施就是加强检验。
3..浇冒口系统(1)内浇道、横浇道和直浇道截面尺寸不当,为了避免产生金属液流间断的现象,应按以下要求设计浇注系统,即使直浇道和横浇道具有足够的尺寸,以平稳地向所有内浇道输送金属液。(2)内浇道位置不当,内浇道的位置取决于铸件结构。因此分析铸型型腔是如何被金属液充满的,根据金属液充满型腔的流动模式设置内浇道。(3)内浇道分布不当或不均衡! 这是由于没能正确地预测金属液流动的实际情况而造成的。(4)压头太低! 这也是造成浇不足的一个原因。
4.造型(1)舂砂过实降低了透气性。(2)舂砂不均时,将造成型砂紧实度的变化,使局部砂型透气性过低,这样会改变金属液的流动,或者形成局部截面受激冷,从而导致产生冷隔。(3)舂砂过松导致上型下沉,使铸件截面变薄。(4)修型或修补过度,其后果和形成金属液的翻腾或改变型砂导热性一样。(5)芯撑尺寸错误引起漂芯,会造成铸件截面过薄,使金属熔液很难完满充型。(6)芯撑过小或芯撑数量过少,造成漂芯。(7)型芯或铸型的涂料涂层过厚,都会使铸件的较薄截面变得。
5.金属成分,碳当量对金属液的流动性有影响。一般来说,低碳当量的金属液会因其流动性差而容易产生冷隔和浇不足;但碳当量过高又会产生石墨漂浮缺陷。
解决"冷隔"缺陷
温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
对应措施:
1、产品发黑,伴有流痕。适当提高浇注温度和模具温度;观察模温减少涂料喷涂
2、改变合金成分,提高流动性;
3、烫模件看铝液流向,金属液碰撞产生冷隔出现一般为涡旋状,伴有流痕。改进浇注系统,内浇口的填充方向。另外可在铸件边缘开设集渣包以填充条件;
4、伴有远端压不实。更改浇口位置和截面积,排溢条件,增大溢流量;
5、改变金属液流量,提高压射速度;
6、铸件整体压不实。提高比压(尽量不采用),有条件的话换到大吨位机台。