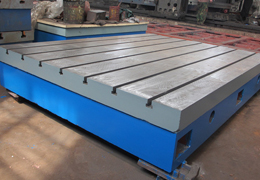
铸铁平台的几种铸造方法的工艺特点
铸铁平台的几种铸造方法:
一、砂型铸造
砂型铸造是当今铸造业中使用 普遍的铸造工艺,适用于各种材质,铁合金,非铁合金铸造都能用砂型铸造。可以生产从几十克到几十吨,及 大的铸造件。砂型铸造的不足之处是:只能生产结构相对简单的铸件。砂型铸造 大的优势是:生产成本低。但在表面光洁度、铸件金相,内部密度相对较低。在造型方面,可手工造型,亦可机器造型。手工造型适用于单件、小批量和难以使用造型机的形状复杂的大型铸件。机器造型可大幅度提高表面精度和尺寸精度,但投资较大。
适用范围: 常用的铸造方法。手工造型适用于单件、小批量和难以使用造型机的形状复杂的大型铸件。机器造型适用于批量生产的中、小铸件。
工艺特点:手工造型:灵活、易行,但生产效率低,劳动,尺寸精度和表面质量低。机器造型:尺寸精度和表面,但投资大。
二、消失模铸造
消失模铸造是把与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造是一种近无余量、 成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。
适用范围:不同批量的较复杂和各种合金铸件
工艺特点:铸件尺寸精度较高,铸件设计自由度大,工艺简单,但模样燃烧有 的环境影响。
三、金属型铸造
金属型铸造又称硬模铸造,它是将液体金属浇入金属铸型,以获得铸件的一种铸造方法。铸型是用金属制成,可以反复使用多次(几百次到几千次)。 金属型和砂型,在性能上有显著的区别,如砂型有透气性,而金属型则没有;砂型的导热性差,金属型的导热性很好,砂型有退让性,而金属型没有等。鉴于此,使用金属型铸造工艺,铸造技术员需要明辨金属型与砂型的区别。然后,加强学习,精艺求精。
适用范围:小批量或大批量生产的非铁合金铸件,也适用于生产钢铁铸件。
工艺特点:铸件尺寸精度、表面,组织致密,力学性能好,生产。
四、熔模铸造
熔模铸造工艺起源较早,在我国,春秋时期迷模铸造工艺就已经应用在的饰品制作方面了。熔模铸造件一般比较复杂,不适用大型铸件。工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
适用范围:各种批量的铸钢及高熔点的合金的小型复杂铸件,特别适合铸造艺术品、机械零件。
工艺特点:尺寸精度、表面光洁,但生产效率低。
五、低压铸造
低压铸造,在低压气体作用下使液态金属充填铸型并凝固成铸件的铸造方法。低压铸造 初主要用于铝合金铸件的生产,以后进一步扩展用途,生产熔点高的铜铸件、铁铸件和钢铸件。
适用范围:小批量, 好是大批量的大、中型非铁合金铸件,可生产薄壁铸件
工艺特点:铸件组织致密,工艺出品率高,设备较简单,可采用各种铸型,不过生产率比较低。